Обработка галтелей
 Среди фасонных поверхностей небольших размеров, обрабатываемых на токарных станках фасонными резцами, значительную часть составляют так называемые галтели, представляющие собою криволинейные (радиусные) поверхности вращения, служащие переходом от одной поверхности к другой.
Среди фасонных поверхностей небольших размеров, обрабатываемых на токарных станках фасонными резцами, значительную часть составляют так называемые галтели, представляющие собою криволинейные (радиусные) поверхности вращения, служащие переходом от одной поверхности к другой.
В зависимости от размеров и назначения летали величина радиуса галтелей колеблется в пределах от 2-5 до 50-100 мм.
Технология обработки галтелей подбирается исходя из размеров и требований к качеству их поверхности.
Приспособления для обработки галтелей
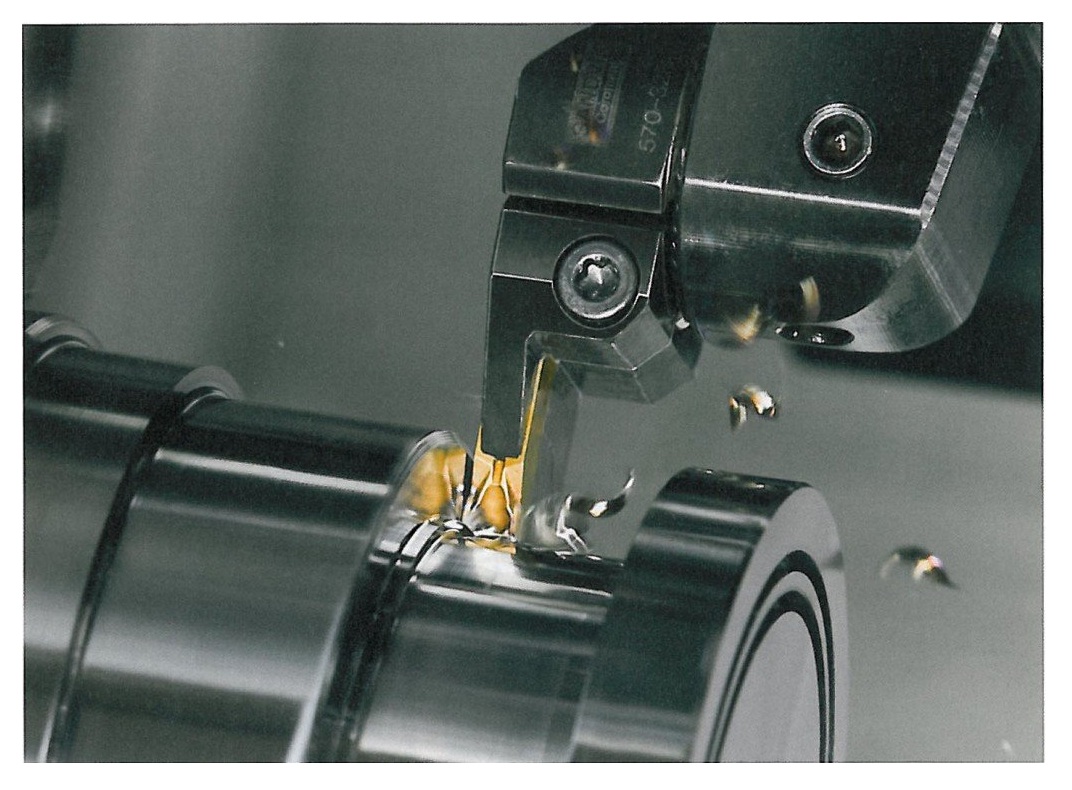
Галтели радиусом меньше 20 мм обтачивают посредством радиальной подачи фасонных резцов.
Для того чтобы хоть как-то снизить вибрации при обтачивание галтелей радиусом больше 20 мм осуществляют фасонными резцами посредством малых подач. В этом случае точность обработки на выходе получается не очень высокой.
В производстве фасонными резцами обрабатываются галтели радиусом до 80 мм. Сначала производится обдирка фасонным резцом, радиус которого на 10 мм меньше радиуса галтели. После обдирки на галтели остается припуск 0,4─0,8 мм на сторону. Затем после чистового подрезания торца галтель обтачивается начисто (при обратном вращении детали) быстрорежущим фасонным резцом, установленным в пружиной державке. Резец имеет прямолинейную режущую кромку, которая также предохраняет его от врезания в шейку.
Передний угол резца принимают равным 0─6º при обработке легированных твердых сталей и 6─15º — вязких сталей.
Чистовую обработку галтели производят после обтачивания шеек при ручной подаче, начиная от торца, путем постепенного врезания по радиусу до сопряжения с шейкой. Радиус галтели систематически контролируют шаблоном. Если на поверхности галтели появляются следы вибраций, то обтачивание осуществляется по частям.
Резцы для черновой обработки галтели при прямом вращении шпинделя устанавливают ниже центра на 2─5 мм, в зависимости от диаметра обтачиваемой поверхности. Резцы для чистовой обработки при обратном вращении шпинделя располагают в пружиной державке выше центра на 1─5 мм во избежание врезания в деталь.
Обработка галтелей — это достаточно сложный процесс, для качественного выполнения которого необходимо наличие профессионального оборудования, а также навыков работы на нем.
Желаете на высшем уровне решить вопрос обработки галтелей?!
Нужна консультация профессионалов?!
Тогда звоните прямо сейчас по указанному номеру в разделе «Контакты», либо пишите нам на почту.
Токарные работы здесь.